
数控铣床铣削加工中使用立铣刀铣削平面编程方法
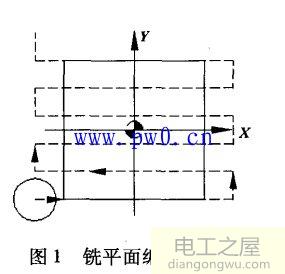
在数控铣床铣削加工中使用立铣刀铣削平面,通常需要铣刀来回多次走,一个来回为一个循环,可用子程序来编程。下面以30立铣刀铣削100 x 100平面为例(见图1),参考程序如下:
参考程序
O0001;(主程序) //主程序名
G54 G90 G40; //建工件坐标系,程序初始化
G0Z100; //快速定位至安全高度
M3S600; //启动主轴
X一70Y一50M8;
//XY向快速定位至循环起点
Z2; //Z向快进至工件上方2 mm
G1Z一1F200; //下刀
M98P11L3; //3次调用子程序O0011
G90G0Z100; //抬刀至安全高度
X0Y200 //工作台靠近操作工
M30; //主程序结束
O0011;(子程序) //子程序名
G91 X140 ; //向右铣
Y20; //向前移刀
X一140; //向左铣
Y20; //向前移刀至下一循环起点
M99; //子程序结束并返回主程序
说明:
(1)铣平面下刀动作放在主程序,子程序为水平走刀动作;
(2)每行铣削刀具起点、终点宜靠近工件边缘(X一70);
(3)避免满刀全覆盖切削,首末次走刀刀具边沿纵向伸出工件大于(1/3 --1/4)刀直径(Y -50);
(4)走刀行距控制在0.50一0.90倍刀具直径,保证平面质量( Y20)








