
高速立式加工中心直线进给问题详解
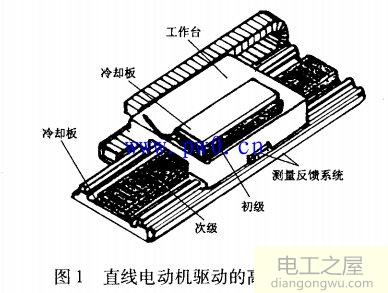
满足高速立式加工中心进给驱动要求的直线电动机以交流直线电动机为主,进给驱动单元主要由直线电动机(初级、次级)、工作台、测量反馈系统以及冷却板等组成,如图1所示。电动机的初级(含铁芯的通电绕组)安装在立式加工中心工作台的下部,构成直线电动机的动件;次级由硅钢片叠装组成,其上等间隔安装有永磁体,构成直线电动机的定件,定件安装于床身导轨之间。直线电动机通电后,在定件与动件之间的间隙中产生强大的行波磁场,依靠磁力,推动着机床工作台作快速直线运动。量反馈系统中的检测装置可采用高精度光栅、磁效应检测装置等。测量反馈系统即可以为直线电动机控制动子磁极位置提供信息,又可对机床运动部件的实际位移进行精确检测,以实现对机床运动的全闭环反馈控制。由于直线伺服系统是把被控对象与直线电动机作为一体化结构,不需要中间运动形式变换而直接做直线运动的推力装置,因此,在高速数控机床伺服驱动系统中,直线电动机的电磁推力波动,特别是端部效应引起的推力变化都将直接影响伺服系统性能。
导致电动机推力波动的原因有多方面,主要可以分为系统外部扰动和内部扰动两部分。
系统外部扰动主要包括负载阻力扰动和摩擦扰动:为使电动机带动负载做直线运动,必须克服负载阻力,而负载的变化又会改变负载阻力的大小,造成电动机速度的波动;摩擦扰动主要包括静摩擦、滑动摩擦和粘滞摩擦,这些摩擦力作为变化的扰动量都将影响电动机的推力。
系统内部扰动主要是由系统结构、参数变化等造成的,主要包括以下几个方面:
齿槽推力波动:系统在无电枢电流的情况下,动子运动时,由于动子齿槽的存在或动子铁心磁阻的变化而产生的推力波动。
纹波推力波动:由反电动势或动子电流谐波引起的脉动推力。该推力实质是由定子和动子谐波磁场相互作用产生的。
电磁推力波动:系统动子绕组电流激励磁场与定子磁阻变化相互作用而产生的推力波动。永磁体磁链谐波扰动:温度变化、永磁体充磁的不均匀性、电流过载饱和时的电枢反应等都会改变永磁体特性。
端部效应:由于铁心开断而在气隙中出现脉振磁场和反向行波磁场的效应称为第一类纵向边缘效应;当直线电动机的动子以很高的速度相对于定子运动时,在定子的进人端和离开端还会产生磁场畸变,称为第二类纵向边缘效应。
在高速数控立式加工中心中,由于推力波动的存在,往往会导致加工产品表面出现划痕,从而降低产品质量,为了提高系统的伺服性能,需采取适当的措施对推力波动加以抑制。一方面,可以通过电动机优化设计来减小推力波动,但由于实际中优化设计方法的局限性,加工手段、成本及环境的制约,经优化设计的系统仍存在推力波动。因此,另一方面,可以采用相应的控制技术来进一步提高其推力性能。








