立式加工中心的机械手换刀采用随机换刀方式, 刀具在刀库中不 必按照工件加工的顺序排放, 可以任意放置。自动换 刀时, 系统首先找到目标刀具所在刀库的位置( 刀套号) , 然后旋转刀库, 将该刀套转到待交换区( 刀库最 低点) , 等待机械手抓取。系统 P L C数据区中建立的 刀库数据表, 用以反映刀具号与其所在位置的关系, 每 当执行完换刀操作后, 需要更新表中数据。主轴刀具 号、 编程刀具号和刀库当前刀具号都存储在 P L C的非 易失型输入输出映像区中, 系统断电后, 刀具数据也不 会丢失。所以, 刀库数据表与实际是否相符、 刀库当前 刀位与刀库数据表中的当前刀位之问是否同步, 是刀 具顺利交换的保证, 否则容易引发乱刀故障。
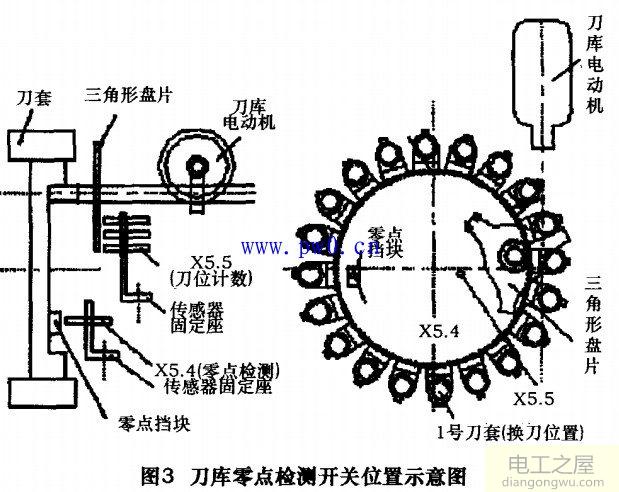
为此, 我们采用刀库回零方法, 使刀库当前刀位与 刀库数据表中的当前刀位之间恢复同步。具体做法 是: 在刀库转装置上, 设定 1 个机械挡块与零点检测 开关, 实现刀库机械零点检测, 当 1 号刀套停在换刀位 置时, 设定此时位置为刀库零点位置。 零点检测开关 位置如图3所示。