以西门子840D sl数控系统为例说明如何通过调整机床轴系反向过象限误差补偿参数即摩擦力补偿来改善机床精度;
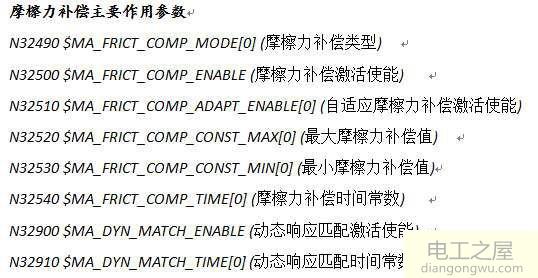
机床驱动轴系,由于驱动负载惯量的不同,驱动形式的差别,驱动摩擦力的变化等因素,轴系在运动反向过象限时,轴系驱动部件需要减速、停止、反向加速,在此过程中轴系会出现位置的过冲及响应轨迹在时间上的滞后,为了避免插补联动轴组中的轴系产生这种位置偏差现象,西门子数控系统采用联动轴组,插补画圆的方式,进行过象限轴系位置检查,利用摩擦力补偿功能对轴系进行调整补偿,摩擦力补偿参数如下表;
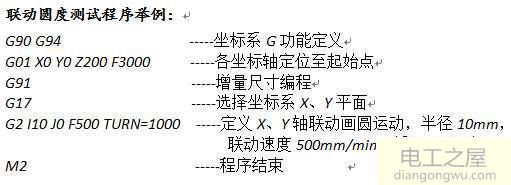
1、编写联动圆度测试程序,如下图;
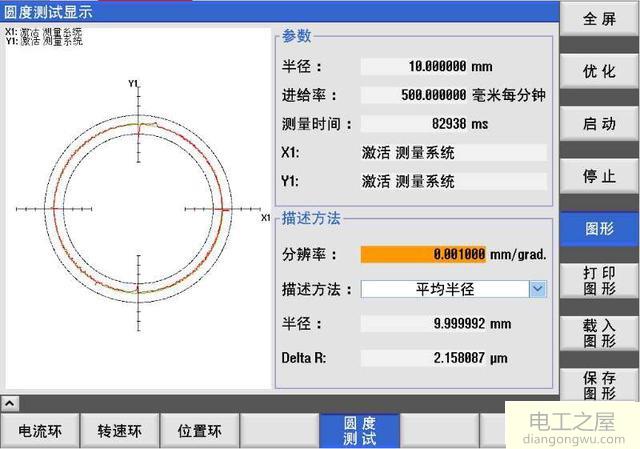
2、利用系统圆度测试器,设定相应轴的信号采集,如下图;
3、依据以上测试程序,对参与联动的轴系进行圆度测试,经过相关摩擦力补偿数据、动态响应时间的匹配与调整后,参与联动的轴系圆度测试结果如下图;
通过对联动轴系的圆度测试,可以有效的反应联动轴在过象限运动过程中的轨迹偏差;使用摩檫力补偿功能,有效的提高联动轴的轨迹精度,减小联动轴反向过程偏差。